|
|
| Brand Name: | Dawson |
| Model Number: | DSBM-1 |
| MOQ: | 1 Set |
| Price: | US $2,000/Set |
| Delivery Time: | 35-45 Work days |
| Payment Terms: | L/C, T/T |
Key points of blow molding process control
1) For extrusion blow molding Attention should be paid to control the sag and wrinkle defects of the parison. If the overhang is too long, the wall thickness will be reduced and the remaining material removed will increase; if the overhang is not enough and the parison is too short, it cannot be inflated.
2) Wrinkle phenomenon
When the parison drops to a certain length, it occurs because the upper melt of the parison cannot bear the weight of the parison and generates circumferential stress; generally, the melt strength is higher, the diameter expansion of the parison is small, the extrusion rate is high, and the die gap is large. Some help to improve wrinkles.
3) Uneven wall thickness
Another problem is that when the parison is lowered, the wall thickness is uneven. Usually, a hexagonal nut is installed on the die of the machine head, which can be used to adjust the gap between the mandrel and the die.
4) Exhaust
To obtain a good surface quality of the parts, you must pay attention to the exhaust. For example, the PE material is sandblasted on the surface of the mold, and the sandblasting particle size is less than 180#, and the blow mold of hard plastic is used for exhaust holes, exhaust needles and exhaust In addition, increasing the inflation pressure is also helpful to improve the appearance of the product.
DAWSON MACHINERY & MOULD GROUP
***EXTRUSION BLOW MOLDING MACHINE EXPERT***
Our customers are all around the world.
Vietnam, Australia, Indonesia, Malaysia, Thailand, Sri Lanka, Kazakhstan, Russia, UAE, Saudi Arabia, Malta, Romania, Italy, India, Syria, Ethiopia, Egypt, Sudan, Tunisia, Algeria, Kenya, Nigeria, South Africa, Zimbabwe, Mexico, Guatemala, Ecuador, Colombia, Venezuela, Peru....
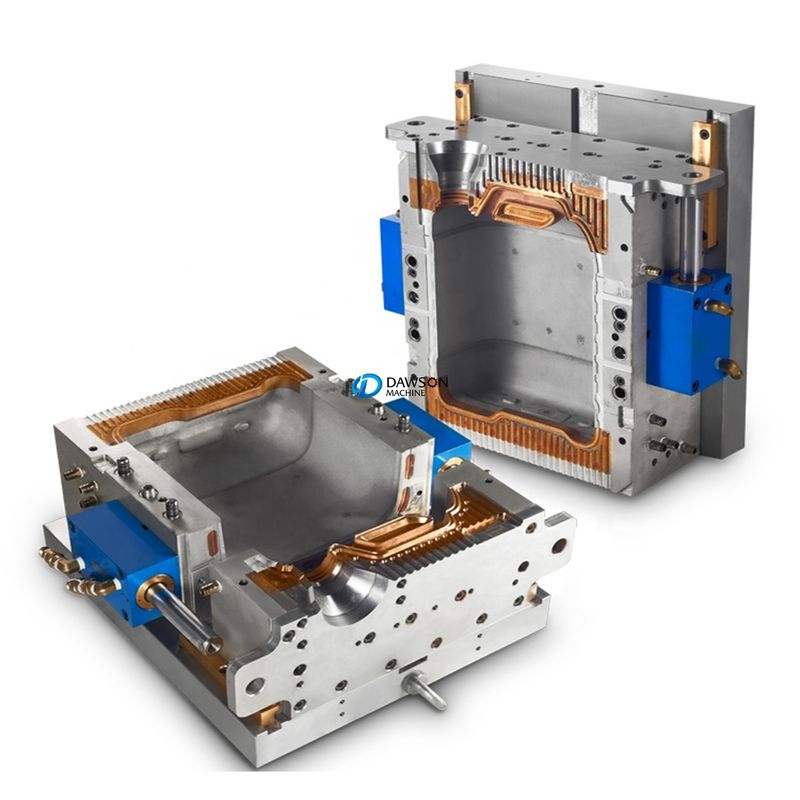
Blow Molding Machine Mould/ Injection Molding Machine Mold
| Auto-deflashing | √ |
| Without auto-deflashing |
![]()


 english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย
 বাংলা
বাংলা
 فارسی
فارسی
 polski
polski